Các nhân tố ảnh hưởng đến công nghệ hàn MIG - MAGHai nhân tố quan trọng tác động lớn đến quá trình và chất lượng hàn MIG – MAG là khí bảo vệ và dây hàn.
Khí bảo vệTổng quanYêu cầu chung , định danh phân nhóm khí bảo vệ đã được đề cập ở phần 1. Phần này sẽ khảo sát chi tiết hơn về ảnh hưởng của khí bảo vệ đối với hàn MIG – MAG và đưa ra các thông tin cần thiết để chọn lựa thành phần khí bảo vệ phù hợp.
Khí bảo vệ có các vai trò sau trong hàn MIG – MAG.
Ổn định hồ quang
Tác động đến phương thức chuyển dịch kim loại trong hồ quang MIG - MAG
Thay đổi độ ngấu và biên dạng tiết diện hàn
Tác động mạnh đến tốc độ hàn
Tăng hoặc giảm xu thế cháy biên (undercut)
Tẩy sạch kim loại và bề mặt mối hàn (văng tóe, độ nhẳn mịn bề mặt mối hàn)
Đặc điểm của — Argon và Helium
Argon và helium đều là khí trơ, song chúng có đặc điểm hàn rất khác nhau do các đặc trưng sau.
Mật độ (khối lượng riêng),Độ dẫn nhiệt
Đặc trưng hồ quang (nhiệt độ, thế ion hóa, độ dẫn điện)
Argon nặng hơn không khí cở 1.4 lần trong khi helium rất nhẹ (0.14 % so với không khí) nên hiệu quả bảo vệ của argon tốt hơn , lưu lượng cần thiết ít hơn. Luợng helium dùng cho bảo vệ thường cao gấp 2 hoặc 3 lần so với khí argon.
Helium dẫn nhiệt tốt hơn argon và plasma hồ quang có năng lượng phân tán đồng đều và trải rộng hơn argon.
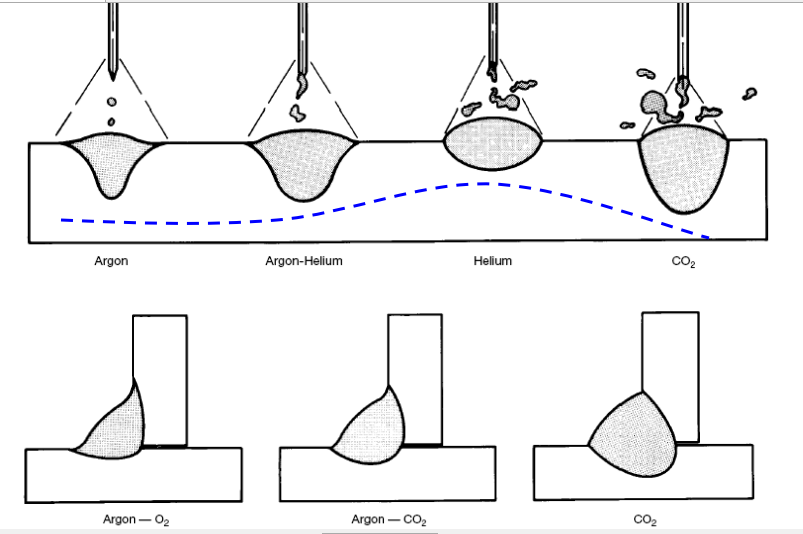
Plasma hồ quang argon có năng lượng nhiệt tập trung ở phần lõi phần bao ngoài nhiệt độ thấp nên tiết diên mối hàn bảo vệ bằng argon có dạng “núm vú” ăn sâu vào bề mặt chi tiết hàn.
Xem thêm bài viết  CÁCH CHỈNH DÒNG ĐIỆN HÀN[size=10]
CÁCH CHỈNH DÒNG ĐIỆN HÀN[size=10]
Kỹ thuật hàn đứng
Phương pháp hàn ngang,hàn trần [/size]
Phương pháp hàn mig/mag - phần 1
HÀN ĐIỆN TIẾP XÚC Kỹ thuật hàn MIG/MAG
Kỹ thuật hàn MIG/MAG Phương pháp hàn mig/mag - phần 2
Plasma hồ quang helium có mật độ phân bố nhiệt tương đối đều nên tiết diện có dạng nữa ellip, bán nguyệt ngấu cạn hơn vào bề mặt chi tiết hàn.
Ảnh hưởng của khí bảo vệ lên tiết diện mối hàn
Độ ngấu và hình dạng tiết diện hàn có ảnh hưởng lớn đến cấu trúc luyện kim mối hàn , khả năng thoát khí , tốc độ nguội và biến dạng hàn. (đặc biệt là khi hàn trên thép HSLA và thép hợp kim).
Khí trộn Argon và HeliumKhí argon 100% là chọn lựa được ưa thích khi hàn trên kim loại , hợp kim màu do khí helium có giá thành tương đối cao và khó kiếm. Khí helium 100% rất ít sử dụng. Việc trộn helium vào argon với một tì lệ nhất định là giải pháp tích cực để cải thiện năng lượng hàn và tiết diện mối hàn. Khi hàn MIG trên chi tiết dây sử dụng hổn hợp Argon – Helium sẽ có hiệu quả hàn cao hơn.
Để có chuyển dịch ngắn mạch khi hàn MIG thì tỉ lệ helium trộn vào khí argon phải ở mức rất cao (60 – 90%) nên khả năng này không thực tế.
Khi hàn MIG – MAG trên thép và thép hợp kim, việc thay một phần CO2 bằng helium vừa làm tăng tính hàn vừa hạn chế tổn thất về mặt cơ tính do helium có tác động giống CO2 song không tham gia phản ứng với vũng chảy.
Khí trộn Argon/helium với Oxy và CO2 Argon và helium được dùng trong phương pháp hàn MIG , thích hợp với hầu hết các ứng dụng trên hợp kim màu. Tuy nhiên, khi hàn trên thép, khí helium làm tăng lượng văng tóe , trong khi khí argon làm cho tình trạng cháy biên mối hàn rất nghiêm trọng. Để khắc phục cần thêm vào argon 1 đến 5% Oxy hoặc 3 đến 10% CO2 . Khi đó tính “trơ” của khí bảo vệ vẫn không mất và quá trình hàn được cải thiện rất nhiều. Lượng CO2 thêm vào có thể đến 25%. Và mục đích lúc này là cải thiện tiết diện hàn sao cho nó có dạng parabol làm cho quá trình hình thành mối hàn có nhiều yếu tố thuận lợi hơn; ví dụ như thoát khí , tản nhiệt tốt hơn, biến dạng nhiệt, ứng suất dư ít hơn.
Câu hỏi đặt ra là liệu có một tỉ lệ tối ưu nào đó về luợng Oxy hoặc CO2 thêm vào argon để tăng cường tính hàn. Cac khảo sát cho thấy, tùy thuộc vào thành phần thép, tình trạng oxýt bề mặt (mill scale), kiểu mối nối và tư thế hàn mà lượng yêu cầu các khí oxy hóa nhiều hay ít. Thông thường , không quá 3% oxy hoặc 9% CO2.
XEM CHI TIẾT BÀI VIẾT TẠI ĐÂY
[size=16]Nếu có vấn đề cần tư vấn về tất cả các lĩnh vực liên quan đên kỹ thuật hàn và máy hàn. Các bạn Vui lòng gọi vào số hotline sẽ có chuyên gia sẵn sàng tư vấn cho bạn..[/size]