Hàn góc không vát mép là một tư thế hàn tương đối dễ trong kỹ thuật hàn.Nhưng không vì vậy mà các bạn chủ quan trong quá trình hàn.Chúng tôi xin trình bày với các bạn về kỹ thuật này.
I. Chuẩn bị thiết bị dụng cụ:
1.
Thiết bị - dụng cụ: - Máy hàn, nguồn hàn và bộ cấp dây tách rời
- Máy hàn, nguồn hàn bộ cấp dây tích hợp
2. Nguyên vật liệu:
- Thép các bon 4-5mm
- Dây hàn : ER 70 S-6
- Khí hàn: Khí CO2 100%
Tùy vào vật liệu hàn,chiều dày vật liệu mà ta có các cách hàn,cách chỉnh thông số máy hàn khác nhau: quan trọng nhất là dòng điện và lưu lượng khí . Khi gặp truòng hợp hàn góc mà vật liệu quá mỏng thì không áp dụng phương pháp hàn mig,mà phải thay bằng phương pháp hàn tig để tránh biến dạng vật liệu...
Trình tự thực hiện liên kết góc ở vị trí 1F bằng phương pháp hàn MAG
Gia công phôi:
- Đọc bản vẽ
*
Yêu cầu kỹ thuật - Đúng kích thước
- Không khuyết tật
- Liên kết không biến dạng
-
Chọn vật liệu: Thép đen dạng tấm
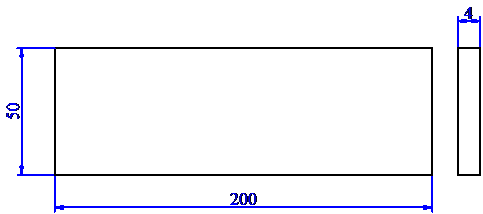
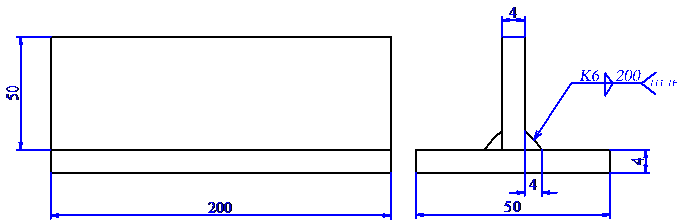
- Tiến hành gia công: cắt phôi theo kích thước (200x50x4)mm x 2 tấm/HS
* Yêu cầu kỹ thuật
- Phôi phẳng, đúng kích thước
- Không có pavia, mép hàn sạch
Bước 2: Điều chỉnh các thông số hàn và hàn đính
+ Điều chỉnh cácthông số hàn theo bảng
Với vật liệu thép các bon thấp S = 4 nên ta chọn các thông số như sau
Chiều dầy tấm (mm) | Đường kính dây (mm) | Cạnh mối hàn góc (mm) | Số lớp hàn góc | Dòng điện hàn Ih (A) | điện thế hàn Uh (V) | Tốc độ hàn (m/h) | Tầm với điện cực (mm) | Tiêu hao khí (l/ph) |
4,0 | 1,0 | 4,0 | 1 | 100 | 18-20 | 16-20 | 8-12 | 8-10 |
+ Gá đính:
- Tăng Ih lên từ (10 – 15)% so với Ih đã chọn và điều chỉnh máy về chức năng hàn đính.
Gá phôi trên bàn gá đạt độ vuông góc và song song.
+Vị trí, khoảng cách, chiều dài các mối đính như hình vẽ.
* Yêu cầu: Mối đính ngấu và chắc chắn.Liên kết không biến dạng cong vênh
XEM CHI TIẾT BÀI VIẾT TẠI ĐÂY
CÁC BẠN CÓ THỂ XEM THÊM BÀI VIẾT
 CÁCH CHỈNH DÒNG ĐIỆN HÀN
CÁCH CHỈNH DÒNG ĐIỆN HÀN Kỹ thuật hàn đứng Phương pháp hàn ngang,hàn trần
Kỹ thuật hàn đứng Phương pháp hàn ngang,hàn trần  Kỹ thuật hàn MIG/MAG
Kỹ thuật hàn MIG/MAG Phương pháp hàn mig/mag - phần 2
- HÀN GIÁP MỐI CÓ VÁT MÉP Ở VỊ TRÍ HÀN BẰNG
- HÀN GIÁP MỐI KHÔNG VÁT MÉP Ở VỊ TRÍ HÀN BẰNG
- CÁC LOẠI HỒ QUANG HÀN TRONG MAG
- GÓC NGHIÊNG MỎ HÀN VÀ TẦM VỚI ĐIỆN CỰC
- CÁC PHƯƠNG PHÁP CHUYỂN ĐỘNG MỎ HÀN
- VẬN HÀNH,SỬ DỤNG MÁY HÀN MIG,MAG
- PHƯƠNG PHÁP HÀN MIG ,MAG - PHẦN 3


CÔNG NGHỆ LÀ SỨC MẠNH
Đăng nhập


- Trang chủ
- Weldtec
- Sản phẩm
- Nhà cung cấp
- Dịch vụ
- Tin tức
- Liên hệ
Tìm kiếm
→ Trang Chủ → Dịch vụ → Đào tạo →
HÀN GÓC KHÔNG VÁT MÉP Ở VỊ TRÍ HÀN BẰNG
HÀN GÓC KHÔNG VÁT MÉP Ở VỊ TRÍ HÀN BẰNG
Đã xem : 82
Gửi cho bạn bè
Hàn góc không vát mép là một tư thế hàn tương đối dễ trong kỹ thuật hàn.Nhưng không vì vậy mà các bạn chủ quan trong quá trình hàn.Chúng tôi xin trình bày với các bạn về kỹ thuật này.
I. Chuẩn bị thiết bị dụng cụ:
1.
Thiết bị - dụng cụ: - Máy hàn, nguồn hàn và bộ cấp dây tách rời
- Máy hàn, nguồn hàn bộ cấp dây tích hợp
2. Nguyên vật liệu:
- Thép các bon 4-5mm
- Dây hàn : ER 70 S-6
- Khí hàn: Khí CO2 100%
Tùy vào vật liệu hàn,chiều dày vật liệu mà ta có các cách hàn,cách chỉnh thông số máy hàn khác nhau: quan trọng nhất là dòng điện và lưu lượng khí . Khi gặp truòng hợp hàn góc mà vật liệu quá mỏng thì không áp dụng phương pháp hàn mig,mà phải thay bằng phương pháp hàn tig để tránh biến dạng vật liệu...
Trình tự thực hiện liên kết góc ở vị trí 1F bằng phương pháp hàn MAG
Gia công phôi:
- Đọc bản vẽ
*
Yêu cầu kỹ thuật - Đúng kích thước
- Không khuyết tật
- Liên kết không biến dạng
-
Chọn vật liệu: Thép đen dạng tấm
- Tiến hành gia công: cắt phôi theo kích thước (200x50x4)mm x 2 tấm/HS
* Yêu cầu kỹ thuật
- Phôi phẳng, đúng kích thước
- Không có pavia, mép hàn sạch
Bước 2: Điều chỉnh các thông số hàn và hàn đính
+ Điều chỉnh cácthông số hàn theo bảng
Với vật liệu thép các bon thấp S = 4 nên ta chọn các thông số như sau
Chiều dầy tấm (mm) | Đường kính dây (mm) | Cạnh mối hàn góc (mm) | Số lớp hàn góc | Dòng điện hàn Ih (A) | điện thế hàn Uh (V) | Tốc độ hàn (m/h) | Tầm với điện cực (mm) | Tiêu hao khí (l/ph) |
4,0 | 1,0 | 4,0 | 1 | 100 | 18-20 | 16-20 | 8-12 | 8-10 |
+ Gá đính:
- Tăng Ih lên từ (10 – 15)% so với Ih đã chọn và điều chỉnh máy về chức năng hàn đính.
Gá phôi trên bàn gá đạt độ vuông góc và song song.
+Vị trí, khoảng cách, chiều dài các mối đính như hình vẽ.
* Yêu cầu: Mối đính ngấu và chắc chắn.Liên kết không biến dạng cong vênh
CÁC BẠN ĐỌC THÊM : KỸ THUẬT HÀN ĐÍNH TẠI ĐÂY
Tiến hành hàn:
a) Hàn mặt không có mối đính
+ Bắt đầu đường hàn: Gây hồ quang cách điểm đầu đường hàn một khoảng từ 5mm đến 10mm sau đó nâng cao chiều dài hồ quang đồng thời di chuyển mỏ hàn ngược trở lại điểm đầu và hạ thấp chiều dài hồ quang xuống một khoảng từ ( 1¸ 3)mm.
+ Khi kết thúc đường hàn: Thực hiện chấm ngắt từ 2 đến 3 lần và giữ nguyên mỏ hàn để khí bảo vệ vũng hàn không bị tác động của môi trường xung quanh.
b) Kiểm tra rút kinh nghiệm đường hàn không có mối đính. -Tiến hành hàn mặt có mối đính: Thao tác kỹ thuật như đường hàn mặt không có mối đính
Lưu ý : Khi hàn qua mối đính nâng cao chiều cao cồt hồ quang và tăng tốc độ hàn nhanh hơn để tránh hiện tượng mối hàn bị gồ cao tại vị trí mối đính.
Các dạng sai hỏng thường gặp, nguyên nhân và biện pháp đề phòng
1. Mối hàn chảy xệ
a) Nguyên nhân:
- Do cường độ dòng điện hàn quá lớn.
- Góc độ mỏ hàn không đúng kỹ thuật
b) Biện pháp đề phòng. - Trước khi hàn phải điều chỉnh cường độ dòng điện hàn phù hợp với chiều dày vật hàn.
- Duy trì đúng góc độ mỏ hàn.
2. Mối hàn rỗ khí
a) Nguyên nhân:
- Sự bảo vệ của khí CO2 kém hiệu quả.
- Tầm với điện cực quá lớn.
b) Biện pháp đề phòng. Duy trì tầm với điện cực một khoảng cách ngắn.
Weldtec đã trình bày với các bạn về HÀN GÓC KHÔNG VÁT MÉP Ở VỊ TRÍ HÀN BẰNG . Các bạn nên chú ý các thông số máy hàn,van khí,dòng điện hàn :
- Các thông số cơ bản của mối hàn góc, hàn chồng và ứng dụng của Hàn Chồng.
- Chuẩn bị phôi hàn sạch, đúng kích thước bản vẽ.
- Chọn chế độ hàn, lưu lượng khí bảo vệ phù hợp với chiều dày vật liệu và kiểu liên kết hàn góc, hàn chồng.
- Chọn cách dao động mỏ hàn que hàn thích hợp cho mối hàn góc.
- Hàn mối hàn góc đảm bảo độ sâu ngấu, ít rỗ khí, lẫn xỉ, không khuyết cạnh, ít biến dạng, đúng kích thước bản vẽ.
- Làm sạch, kiểm tra đánh giá đúng chất lượng mối hàn.
- Sửa chữa các khuyết tật mối hàn không xẩy ra phế phẩm vật hàn.
- Thực hiện tốt công tác an toàn và vệ sinh phân xưởng
CÁC BẠN CÓ THỂ XEM THÊM BÀI VIẾT
CÁCH CHỈNH DÒNG ĐIỆN HÀN Kỹ thuật hàn đứng Phương pháp hàn ngang,hàn trần HÀN ĐIỆN TIẾP XÚC Kỹ thuật hàn MIG/MAG Phương pháp hàn mig/mag - phần 2
- HÀN GIÁP MỐI CÓ VÁT MÉP Ở VỊ TRÍ HÀN BẰNG
- HÀN GIÁP MỐI KHÔNG VÁT MÉP Ở VỊ TRÍ HÀN BẰNG
- CÁC LOẠI HỒ QUANG HÀN TRONG MAG
- GÓC NGHIÊNG MỎ HÀN VÀ TẦM VỚI ĐIỆN CỰC
- CÁC PHƯƠNG PHÁP CHUYỂN ĐỘNG MỎ HÀN
- VẬN HÀNH,SỬ DỤNG MÁY HÀN MIG,MAG
- PHƯƠNG PHÁP HÀN MIG ,MAG - PHẦN 3
MỘT SỐ MÁY HÀN Gồm Máy hàn TIG và Máy hàn MIG MÀ BẠN CÓ THỂ SỬ DỤNG TRONG QUÁ TRÌNH LÀM VIỆC CỦA MÌNH
Máy hàn TIG

Máy hàn Invertec V270-T 320T AC/DC
| 
Máy hàn PRECISION TIG 275/375
| 
Máy hàn TIG AC/DC WP 300 / WP 500
|

Máy hàn TIG DC YC-300TSP /YC-500TSP
| 
Máy hàn TIG AC/DC/YC-300WY4/500WY4
| 
Máy hàn TIG DCYC-315TX3/400TX3
|

MÁY HÀN TIG MATRIX250 HF / 400 HF / 250 AC/DC / 400 AC/DC -
| 
Đầu hàn ống kiểu mở
| 
Đầu hàn ống kiểu đóng kín |
Máy hàn MIG/MAG

Máy hàn MIG INVERTEC STT II
| 
Máy hàn MIG POWERTEC 305-S
| 
Máy hàn REDI - MIG PLUS 215C / 255C
|
Máy hàn MIG/MAG Power Plus 350 / 500 / 650
| 
Máy hàn MIG/MAG KRII 350 / KRII 500
| 
Máy hàn YD-600KH2
|

Máy hàn YD-350RX / 400RX | 
Máy hàn YD-350FR1 / YD-500FR1
| 
MÁY HÀN MIG/MAG COMPACT 2 |
Nếu có vấn đề cần tư vấn về tất cả các lĩnh vực liên quan đên kỹ thuật hàn và máy hàn. Các bạn Vui lòng gọi vào số hotline sẽ có chuyên gia sẵn sàng tư vấn cho bạn..